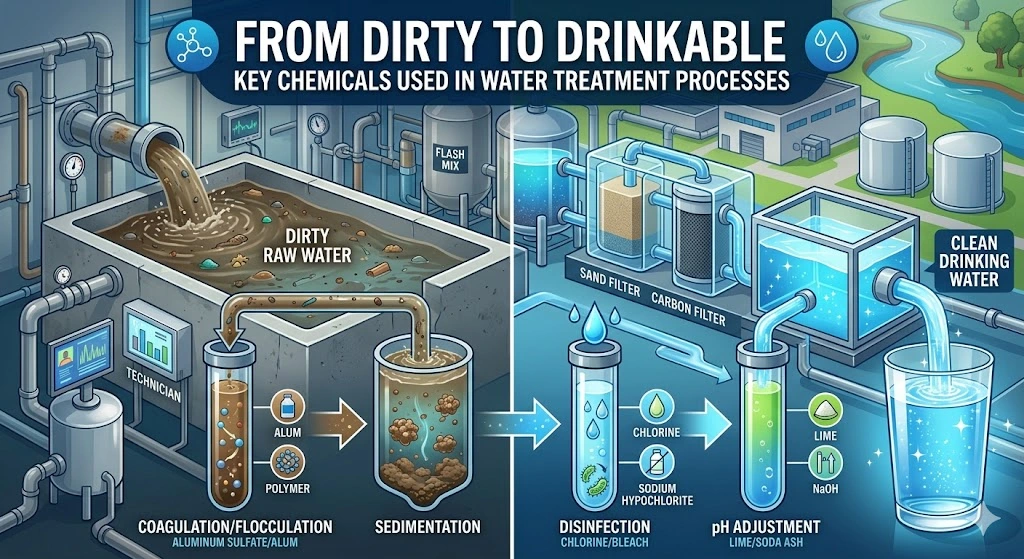
Boiler Water Treatment Chemicals: Types, Uses, and Benefits Explained
Across the United States, industrial facilities rely heavily on steam systems for manufacturing, energy production, and processing operations. From power plants in Texas to food factories in California, maintaining boiler performance is essential for productivity and safety. One of the most critical maintenance practices is boiler water chemical treatment.
This process ensures that boilers remain free from scale, corrosion, and efficiency losses. At WINGKEJI, we specialize in delivering advanced chemical solutions that support reliable industrial operations. In this guide, we will explore how boiler chemicals work, their types, benefits, and real-world applications in the U.S. market.
What Is Boiler Water Chemical Treatment And Why Is It Important?
Boiler water chemical treatment is the process of using specialized chemicals to condition boiler feed water. These chemicals help control impurities such as calcium, magnesium, dissolved oxygen, and silica that can damage boiler systems.
Without proper treatment, scaling and corrosion can reduce efficiency and lead to costly downtime. That is why industries across the USA, from manufacturing plants in Ohio to refineries in Louisiana, depend on boiler water treatment for safe and stable operations.
WINGKEJI provides tailored chemical programs that ensure long-term system protection and operational efficiency.
How Does Boiler Water Chemical Treatment Work In Industrial Systems?
The process begins with water testing to measure hardness, pH, and oxygen levels. Based on results, engineers select appropriate chemicals such as oxygen scavengers, phosphate blends, and pH regulators.
Once applied, boiler chemical treatment for water prevents scale formation and protects internal surfaces from corrosion. It also improves heat transfer efficiency and ensures consistent steam quality.
In many U.S. industries, automated dosing systems are used to maintain continuous boiler water chemical treatment, reducing manual intervention and improving safety. Working closely with a reliable Water Treatment Chemicals Supplier like WINGKEJI also ensures consistent chemical quality, proper dosing support, and optimized system performance for long-term efficiency.
What Are The Main Types Of Boiler Water Treatment Chemicals?
There are several categories used in modern industrial systems:
- Oxygen scavenger for boiler water
- Sodium sulfite boiler water treatment
- Hydrazine alternative boiler treatment
- Amine treatment for boiler systems
- Phosphate treatment for boiler water
- Boiler anti scaling chemicals
- Boiler pH control chemicals
- Boiler feed water treatment chemicals
- Citric acid boiler cleaning chemical
- Polyacrylamide for boiler water treatment
- Ferrous sulfate water treatment applications
Each chemical plays a specific role in supporting boiler chemical treatment for water by preventing scaling, controlling pH, or removing dissolved gases.
WINGKEJI develops customized blends depending on industrial requirements, ensuring optimal performance in steam boiler chemical treatment environments.
What Problems Does Boiler Water Chemical Treatment Solve?
Industrial boilers face several operational challenges, including:
- Boiler scaling causes and treatment issues
- Boiler corrosion prevention chemicals demand
- Boiler rust and corrosion treatment chemicals
- Boiler water hardness treatment solutions
- Steam inefficiency and energy loss
- Reduced heat transfer efficiency
- Equipment damage from untreated feed water
By implementing boiler water chemical treatment, facilities can eliminate these issues and maintain stable operations. It is especially important in industries such as textile production, chemical processing, and power generation.
What Are The Benefits Of Boiler Water Chemical Treatment?
The advantages of water chemical treatment are both operational and financial:
- Improves boiler efficiency improvement chemicals performance
- Reduces boiler maintenance costs with chemicals
- Extends boiler lifespan significantly
- Enhances steam quality in production systems
- Prevents scale and sludge formation
- Supports energy saving boiler treatment solutions
- Reduces downtime in industrial plants
- Improves safety and compliance standards
- Enables consistent boiler water conditioning chemicals usage
- Minimizes risk of system failure
In U.S. industrial plants, these benefits translate into higher productivity and lower operational risk.
How Wingkeji Supports Industrial Boiler Water Treatment
WINGKEJI is a trusted provider of industrial chemical solutions, specializing in boiler water chemical treatment for large-scale operations.
We support industries with:
- Boiler chemical treatment services
- Industrial water treatment chemicals suppliers support
- Boiler water treatment chemicals for power plants
- Boiler water treatment chemicals for manufacturing plants
- Steam boiler chemical treatment solutions
- Boiler water conditioning chemicals programs
Our engineering team designs systems that improve efficiency and ensure long-term reliability. Every water treatment program is customized based on system size, water quality, and operational load.
Why Is Boiler Water Chemical Treatment Essential In The USA?
In the United States, industries face strict environmental and operational standards. Facilities must ensure efficiency while reducing emissions and downtime.
That is why boiler water chemical treatment is widely used in sectors such as energy, automotive manufacturing, and food processing. States like Texas, Michigan, and Illinois rely heavily on boiler systems, making chemical treatment essential for daily operations.
WINGKEJI helps U.S. industries meet compliance standards while optimizing performance through advanced boiler water chemical treatment solutions.
What Is The Role Of Chemical Dosing In Boiler Systems?
Chemical dosing ensures that the correct amount of treatment chemicals is continuously added to the system.
This supports stable boiler water chemical treatment, prevents under-dosing or over-dosing, and maintains consistent water quality. Automated dosing systems are commonly used in modern facilities for accuracy and efficiency.
Conclusion
In modern industrial operations, boiler water chemical treatment is not optional, it is essential. It protects equipment, improves efficiency, and reduces operational costs.
From oxygen scavengers to pH control chemicals, every component plays a vital role in maintaining system stability. With WINGKEJI’s expertise, industries across the USA can achieve reliable, efficient, and long-lasting boiler performance.
Investing in proper boiler water chemical treatment ensures safer operations, lower maintenance costs, and improved energy efficiency for the long term.
FAQs
- What is boiler water chemical treatment used for?
It is used to prevent scaling, corrosion, and impurities in boiler systems while improving efficiency.
- Which chemicals are commonly used in boiler treatment?
Common chemicals include oxygen scavengers, phosphates, amines, sodium sulfite, and pH regulators.
- How does boiler chemical dosing work?
It controls the precise amount of chemicals added to maintain stable water conditions and system safety.
- Why is boiler water treatment important in industrial plants?
It prevents equipment failure, improves energy efficiency, and ensures consistent steam production.
- What industries use boiler water chemical treatment in the USA?
Power plants, manufacturing industries, chemical processing plants, and food production facilities widely use it.